Le choix de l'électrode en soudage TIG orbital n'est pas un choix à prendre à la légère. Parmi l'ensemble des paramètres à prendre en compte lors d'un soudage TIG orbital, trois critères vont vous aider à faire le bon choix pour vos électrodes.
Critère 1 : Le choix de la matière
Il existe sur le marché différentes matières d'électrodes :
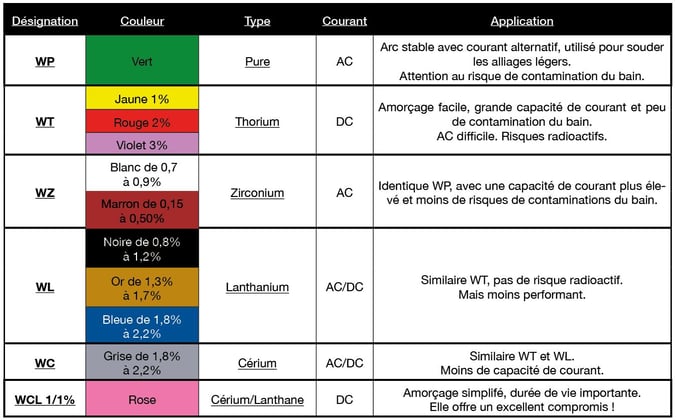
Le choix va s’effectuer en fonction du type de courant de soudage : alternatif ou direct. Le courant alternatif (AC) est essentiellement utilisé pour souder de l’aluminium. La polarité entre le tube (masse) et l’électrode est alternativement inversée, ce qui fait que les électrons font un « va-et-vient » entre le tube et l’électrode, ce qui a pour effet de casser la couche l’alumine qui fait résistance et empêche la fusion.
Le courant direct (DC) est le plus utilisé, tous nos générateurs de soudage en sont équipés. La polarité est fixe, généralement le tube (masse) est chargé positivement et l’électrode est chargée négativement. Les électrons sont attirés par le tube et se déplacent de l’électrode vers celui-ci. Ce procédé est utilisé sur la plupart des métaux à souder.
Certains postes sont AC/DC, ils sont donc capables de faire les deux.
La matière de l’électrode sera donc sélectionnée en fonction du courant utilisé.

Critère 2 : Diamètre, longueur et taille de l'électrode
La taille de l’électrode va essentiellement dépendre de l’équipement utilisé pour souder. Une torche manuelle aura une longueur de 100 ou 200 qui sera recoupée et réaffutée au fur et à mesure.
Voici quelques tailles d’électrodes en fonction de nos différentes machines :
Têtes de soudage fermées (SATFX) et Microfit (SXMF) : selon le diamètre du tube à souder, et la catégorie de la tête de soudage.
Pour les torches manuelles (SATM), têtes de soudage ouvertes (SATO), préfabrication (SX) : toujours de 50 mm diffuseur long, et 22mm avec diffuseur court.
Le diamètre dépend du courant de soudage.
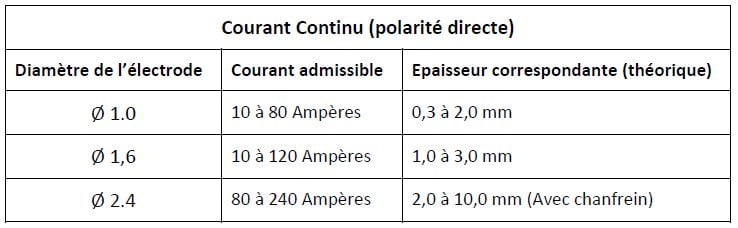
Jusqu’à 100 ampères nous pouvons souder avec un diamètre 1,6 mm : au-delà il y a risque de détérioration de la pointe de l’électrode et ce avec des inclusions de Tungstène dans la zone de fusion, ce qui constitue un défaut grave.
On peut utiliser un diamètre 2,4 mm à partir de 80 ampères : en dessous l’arc ne sera pas stable car il aura « trop de place » et ne sera pas canalisé.
Pour de plus amples informations, se référer à la norme ISO 6848.
Les longueurs standards sont comprises entre 100 et 200 mm et les diamètres des électrodes de tungstène entre 0.25 à 10 mm (0.010 à 0.250 Inch).
AXXAIR fournit des électrodes pré-affûtées et pré-coupées d’une longueur de 50 mm pour les têtes ouvertes et entre 15 et 59.5 mm pour les têtes fermées. Nous travaillons également avec trois diamètres : 1 pour la tête fermée Microfit (SXMF), 1,6 et 2,4 pour les têtes ouvertes (SATO), têtes fermées (SATF), préfabrication (SX), torche manuelle (SATM) et tubes sur plaque (SATP).
Diamètre électrode/courant admissible
Exemple de fourchette d’intensité par diamètre d’électrode :
Le choix d’une électrode de tungstène dépend donc à la fois du matériel de base, du type de courant utilisé et de l’énergie de soudage.
Critère 3 : La géométrie et l’état de surface des électrodes
Le prix d’achat conditionne parfois le choix dans l’acquisition des électrodes de tungstène.
C’est le paramètre le plus négligé alors qu’il constitue un élément essentiel dans le fonctionnement du procédé TIG orbital pour assurer des soudures répétitives.
Normalement, la préférence pour les utilisateurs de système TIG automatisé sera :
- Des électrodes affûtées dans le sens de l’axe : les stries doivent être longitudinales afin d’éviter une mobilité de l’arc électrique et le détachement potentiel de particules de Tungstène. L’affûtage parfait va être effectué parallèlement à l’axe longitudinal de l’électrode. L’affûtage doit également permettre un bon état de surface avec une rugosité maximum RA 0.8.
- Des électrodes nettoyées, pour élimination des impuretés présentes en surface. Selon la norme ISO 6848 : « La surface des électrodes doit être exempte d’impuretés, de pellicules indésirables, d’inclusions de corps étrangers, d’éclats, de fissures, d’écailles et d’autres défauts. Le corps des électrodes ne doit pas comporter d'inclusions de corps étrangers ou tout autre défaut qui affecterait de façon négative l'utilisation de l'électrode ». Si celle-ci est oxydée, qu’elle se fonce ou bleuit, elle ne sera plus en mesure d’assurer une soudure conforme. On dit alors qu’elle est polluée et dans ce cas elle risquera de polluer la zone de fusion. Elle se pollue par exemple dans le cas où une soudure est démarrée sans gaz, ou bien avec un gaz impur, lorsqu’une projection de la zone de fusion se colle, ou bien encore si elle a touché pendant le soudage. Il n’y a alors rien d’autre à faire que de changer l’électrode, un affûtage serait inutile.
Ces conditions d’élaboration fourniront une meilleure conductivité électrique entre l’électrode et le porte pince électrode et un meilleur transfert de l’arc électrique.
Pour en savoir plus sur les électrodes en soudage TIG orbital, nous vous conseillons de lire ce guide :


