Le gaz de protection, après l’électrode, est le 2ème élément essentiel au bon fonctionnement du procédé TIG.
Aujourd’hui on trouve sur le marché une grande variété de gaz de protection destiné au soudage par procédé TIG.
Réactivité chimique
On classe habituellement les gaz de protection en trois catégories, selon leur réactivité chimique. Ce classement permet de choisir le bon gaz en fonction des propriétés des métaux que l’on souhaite souder et du type de soudure que l’on recherche.
Les gaz Inertes
Ce sont des gaz monoatomiques argon, hélium et mélanges, quelle que soit la teneur. Il n’y a pas de réaction avec le métal fondu. Ces gaz sont utilisés en soudage TIG, MIG aluminium et alliages et en soudage plasma.
Les gaz Oxydants (actif)
Ces gaz provoquent une oxydation plus importante en surface des cordons en raison d’un indice oxydation supérieur. Les gaz concernés sont l’oxygène (uniquement en mélange < 6%) le dioxyde de carbone et par définition les mélanges dioxyde de carbone ; argon dioxyde carbone ; argon/dioxyde carbone oxygène ; argon oxygène. Le dioxyde de carbone, gaz inerte à température ambiante est actif à température de soudage. Ces gaz sont utilisés en soudage MAG manuel et automatique et robotique.
Les gaz Réducteurs (actif)
Il s’agit de l’hydrogène et par définition tous les mélanges argon/hydrogène. L’hydrogène a une grande avidité pour l’oxygène et tous les gaz oxydants, c’est pour cette raison qu’il est réducteur. Son utilisation améliore l’aspect du cordon (en raison de son effet de réduction des oxydes) et influe sur les profils de pénétration et sur la vitesse de soudage en raison de sa conductibilité thermique. L’emploi d’un apport d’hydrogène n’est en revanche pas recommandé avec des aciers ferritiques.

Potentiel d’ionisation, conductivité thermique, stabilité de l’arc et chimie du dépôt
Le potentiel d’ionisation du gaz de protection est un facteur important à connaître en soudage orbital TIG car il a une influence directe sur la vitesse de soudage et sur la pénétration.
Les tableaux, ci-dessous, donnent quelques valeurs des potentiels d’ionisation des atomes et des molécules les plus courantes.
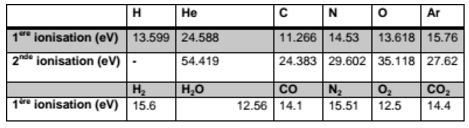
Par exemple, l’ionisation de l’argon est de 15.76 eV. Ce qui signifie que l’argon est un gaz facilitant l’amorçage de l’arc, car plus le potentiel d'ionisation du gaz est élevé plus l’amorçage de l’arc sera favorisé. L’hélium a un potentiel d’ionisation de 24,6 eV et produit une tension d’arc élevée. Une tension d’arc plus importante permettra d’accroître les vitesses de soudage et la forme de pénétration.
Conductivité thermique
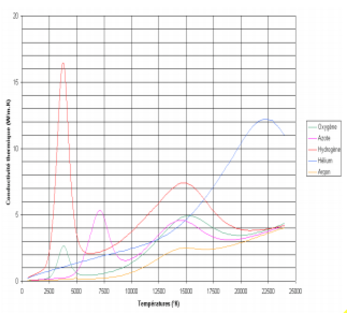
Autre facteur clé, la conductivité thermique du gaz est sa capacité à transmettre la chaleur. Chaque gaz de protection utilisé en soudage orbital présente une conductivité thermique qui évolue en fonction de la température de ce gaz. Plus la conductivité d’un gaz sera élevée, plus l’arc de soudage sera « chaud ».
Stabilité de l’arc
La stabilité de l’arc de soudage peut être améliorée en utilisant un gaz oxydant comme l’oxygène ou le CO2. Car l’utilisation de ces derniers crée un dépôt d’oxydes en surface qui favorisent la stabilité de l’arc.
La chimie du dépôt
Le gaz de protection influe grandement sur les caractéristiques chimiques du dépôt. Les gaz qui ont un effet sur ces caractéristiques sont les gaz actifs : O2, CO2, N2, H2.
Effets de l’hydrogène et de l’azote
Effets de l’hydrogène
L’hydrogène est un gaz réducteur, il permet donc de diminuer le taux d’oxygène présent dans le dépôt ainsi que l’oxydation superficielle.
Aussi pour des raisons métallurgiques, l’hydrogène est à proscrire pour :
- Le soudage en multi passe.
- Les aciers inoxydables non austénitiques.
- Les aciers trempant
Effets de l’azote
L’azote est principalement utilisé en addition pour la protection des aciers inoxydables duplex et superduplex (structure austéno-ferritique). Il permet de favoriser la formation simultanément la formation d’austénite et d’augmenter la résistance à la corrosion par piqûre.
Forme de l’arc
La conductibilité thermique traduit le transfert de chaleur qui se produit du centre vers l’extérieur de la colonne d’arc, et par conséquent l’axe central de l’arc, est la partie la plus chaude.
L’argon possède une faible conductibilité thermique et donne une densité d’énergie dans la zone interne de l’arc.
Comme le montre le schéma ci-dessous, un arc électrique est constitué de deux éléments :
- L’axe central qui constitue la partie la plus chaude et qui détermine la forme de pénétration.
- La forme de l’arc de soudage dépend aussi de la densité relative du gaz de soudage par rapport à l’air : moins le gaz est dense, plus l’arc est évasé.
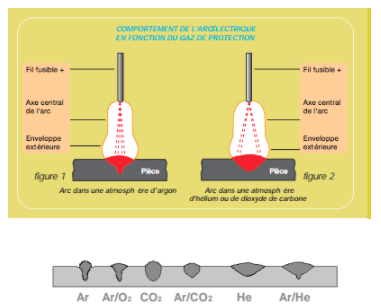
Ar: Pénétration étroite, mauvais mouillage.
Ar/O2 : Pénétration étroite, bon mouillage.
CO2 : Pénétration correcte, racine massive (excellentes compacités), mouillage moyen.
Ar/CO2 : Pénétration plus arrondie et mouillage moins important qu’en Ar/O2.
He : Zone fondue évasée, racine massive et bon mouillage.
Ar/He : Pénétration plus évasée et plus large en racine par rapport à l’argon seul.
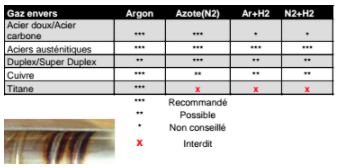
Protection gaz envers
La protection de gaz envers est essentielle pour tous les aciers faiblement ou fortement alliés, les alliages exotiques et tous les aciers inoxydable.
Elle n’est pas obligatoire pour certains aciers carbones mais elle est fortement conseillée pour toutes les applications de soudage TIG orbital car elle procure une protection de la soudure interne et améliore la maîtrise du bain de fusion.
Le choix du gaz envers influence directement les caractéristiques matières et la coloration des soudures.
Conclusion :
Même en soudage TIG orbital, un gaz de protection approprié permet souvent d’améliorer encore considérablement la productivité. Nous espérons que ce guide vous aura aidé à définir le type de gaz le plus adapté, en fonction du résultat souhaité et selon les procédés de soudage que vous utilisés.
Les machines AXXAIR permettent de pré-régler et d’enregistrer un certain nombre de paramètres de soudage. Découvrez nos machines lors d’une démonstration.


